

Carbid Bowing Tool mit MFR-Serie-0,8-10 mm Präzision CNC Anti-Vibration Design für gehärtetes Stahl/Titan/Edelstahl
1. Kerntechnologie -Highlights
Material und Prozess
Mithilfe hochwertiger Wolfram-Stahllegierung oder zementiertes Carbidmaterial kann die Härte HRA92 oder mehr erreichen, und der Verschleißwiderstand und der Aufprallwiderstand sind erheblich besser als gewöhnliche Hochgeschwindigkeitsstahl.
Eine spezielle Oberflächenbeschichtungsbehandlung (wie Nanoblaubeschichtung) reduziert den Reibungskoeffizienten weiter und erweitert die Werkzeugdauer auf das 3-5-fache der gewöhnlichen Werkzeuge.
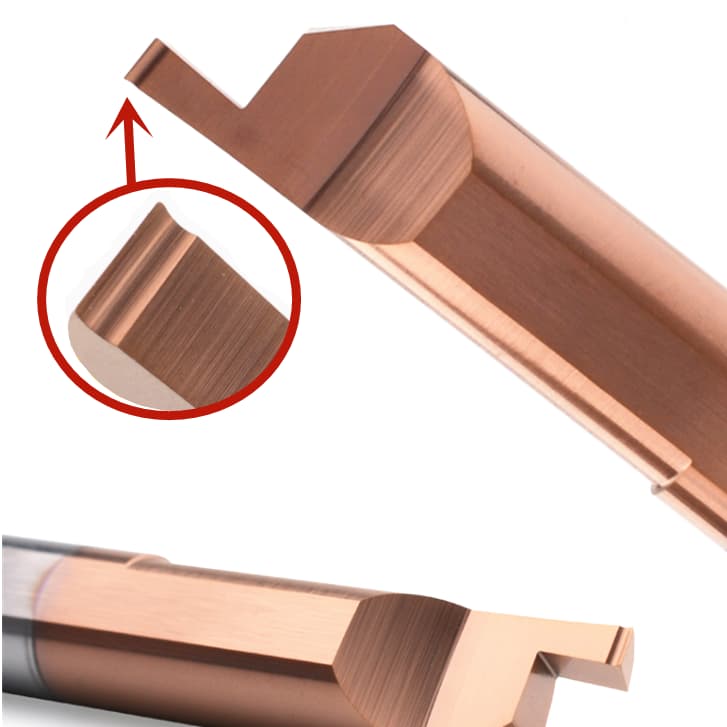
Strukturelles Design
Entfernen von Axial -Rillen -Chip -Entfernung: Reduziert effektiv den Schnittwiderstand und verbessert die Verarbeitungseffizienz, insbesondere für die Verarbeitung von Tiefenloch.
Anti-Vibrations-Tool-Balketechnologie: Die eingebaute Struktur der Schockabsorbing kann die Schwingungsamplitude um 50%verringern und sicherstellen, dass die Apertur-Toleranz innerhalb von ± 0,005 mm gesteuert wird.
Modular Tool Head: Unterstützt einen schnellen Austausch des Bereichs von 1-10 mm Durchmesser, der sich an verschiedene Arbeitsbedingungen anpasst.
2. Typische Anwendungsszenarien
Präzisionsmaschinenfeld
Luft- und Raumfahrt: Verarbeitung von Kraftstoffdüsenmikroporen (minimale Blende 0,8 mm).
Medizinische Ausrüstung: Finishing der Kunstreus für künstliche Fugen von Titanlegierungen (Oberflächenrauheit RA ≤ 0,4 μm).
Komplexe Arbeitsbedingungen Herausforderung
Bearbeitung von Edelstahl 304 -Material: Die Schnittgeschwindigkeit kann 120 m/min erreichen, und der Effekt der Chipbrüche ist ausgezeichnet.
45 ° Blindloch -Expansion: Die Verjüngung des Werkzeugkörpers sorgt für die Verarbeitungsstabilität und vermeidet den Schaden an der Werkzeugspitze.
3. Marktüberprüfungsdaten
Benutzerfeedback
Ein Hersteller von Automobilteilen verwendet das MFR3.5 -Modell, um Stangenöllöcher mit einer Werkzeugdauer von 1.200 Teilen/Klingen und einer Kostenreduzierung von 37%zu verarbeiten.
Bei der Verarbeitung der M1.6 -Gewindelöcher des Mobiltelefon -Mittelrahmens in der 3C -Branche stieg die Ertragsrate von 85% auf 99,2%.
Werkzeuge für Industriequalität für die Präzision von 0,8-10 mm Mikro-Loch-Präzision, bestehend aus Carbid-Wolframstahl und modularer Anti-Vibrationsstruktur, geeignet für hochpräzise Bearbeitungsszenarien wie Luft- und Raumfahrt, medizinische Geräte usw.
Kernverkaufsargument
Material für Militärqualität
Einführung von HRA92+ Härte Wolfram-Stahllegierung-Substrat, kombiniert mit Nanoblau-Beschichtungstechnologie, beträgt die Lebensdauer das 3-5-fache der gewöhnlichen Werkzeuge
Der Oberflächen -Reibungskoeffizient wird um 40%reduziert und die Schnittgeschwindigkeit wird auf 120 m/min erhöht (Arbeitsbedingungen aus Edelstahl) 3
Seismic Structure Design
Eingebaute hydraulische Dämpfungsschockdämpfungssystem, Schwingungsamplitude wird um 50% reduziert
Die Toleranz des Bearbeitungslochdurchmessers ist bei ± 0,005 mm stabil und die Oberflächenrauheit ra ≤ 0,4 μm
Technische Parameter
| D | Mfr | L | L1 | T/Grooving -Tiefe | Minimale Blende |
| 4 | D4-MFR 4 B0.75 L15 | 50 | 15 | 1.2 | 5 |
| D4-MFR 4 B1.0 L15 | 50 | 15 | 1.5 | 5 | |
| D4-MFR 4 B1.5 L15 | 50 | 15 | 2.8 | 5 | |
| 5 | D5-MFR 5 B0.75 L22 | 50 | 22 | 1.2 | 6 |
| D5-MFR 5 B1.0 L22 | 50 | 22 | 1.5 | 6 | |
| D5-MFR 5 B1.5 L22 | 50 | 22 | 1.5 | 6 | |
| D5-MFR 5 B2.0 L22 | 50 | 22 | 3.8 | 6 | |
| 6 | D6-MFR 6 B0.5 L20 | 50 | 20 | 1 | 8 |
| D6-MFR 6 B1.0 L22 | 50 | 22 | 1.5 | 8 | |
| D6-MFR 6 B1.5 L22 | 50 | 22 | 2.5 | 8 | |
| D6-MFR 6 B2.0 L22 | 50 | 22 | 3 | 8 | |
| D6-MFR 6 B2.5 L22 | 50 | 22 | 4.6 | 8 | |
| D6-MFR 6 B3.0 L22 | 50 | 22 | 6 | 8 | |
| D6-MFR 6 B3.0 L30 | 50 | 30 | 6 | 8 | |
| 8 | D8-MFR 8 B1.0 L25 | 60 | 25 | 3.5 | 10 |
| D8-MFR 8 B1.5 L25 | 60 | 25 | 3.5 | 10 | |
| D8-MFR 8 B2.0 L25 | 60 | 25 | 3.5 | 10 | |
| D8-MFR 8 B2.5 L22 | 60 | 22 | 3.5 | 10 | |
| D8-MFR 8 B3.0 L30 | 60 | 30 | 3.5 | 10 |
Anwendungsszenarien
Luft- und Raumfahrt
0,8 mm Mikro-Hole-Verarbeitung von Kraftstoffdüsen (eine spezielle Kühlanlage ist erforderlich)
Medizinische Ausrüstung
Präzisionsbohrung von Innenlöchern von Künstlingen von Titanlegierungen (Oberflächenfinish Ra0.4 & mgr; m
Automobilherstellung
Batch -Verarbeitung von Öllöchern in Motorverbindungsstäben (Werkzeugdauer 1200 Teile/Klinge)