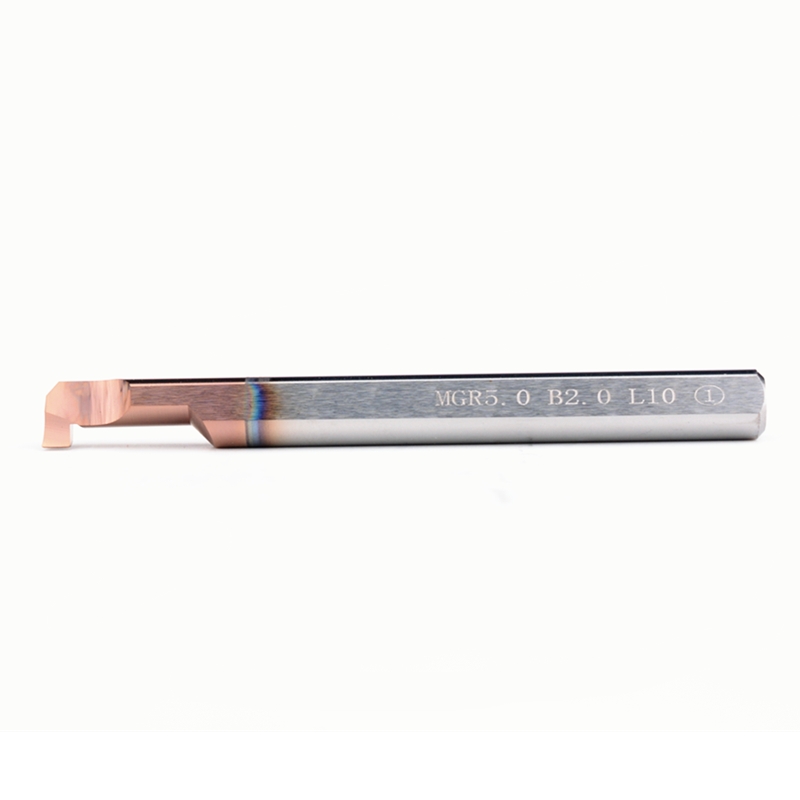
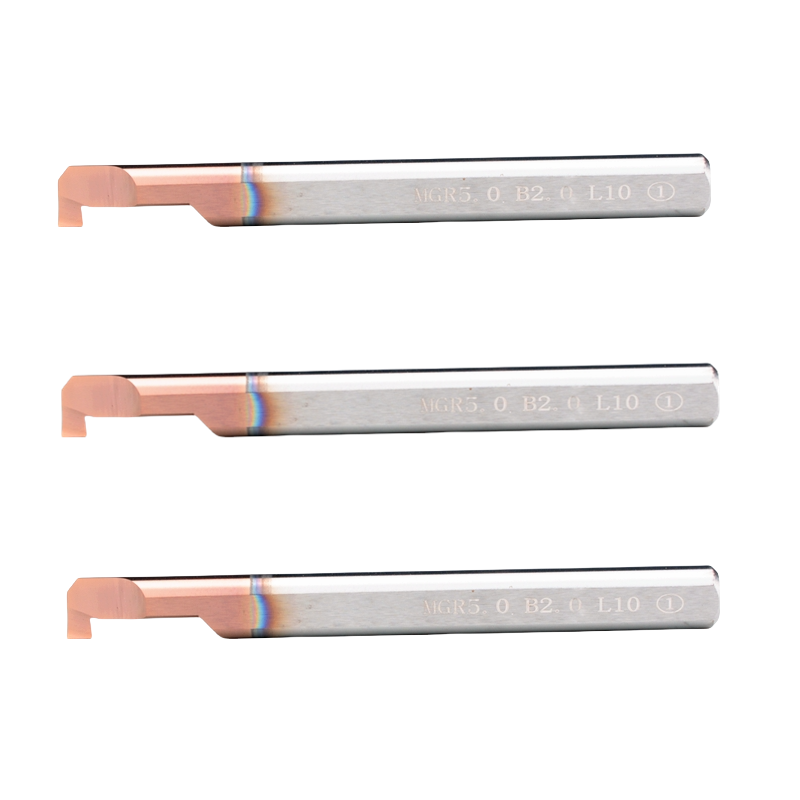
MGR-Serie Wolframstahl kleines Loch-Rillenwerkzeug 0,3-4 mm Präzisionsrill-Carbid-Bohrwerkzeug mit mehreren Kanten
Material und Prozess
Mithilfe hochwertiger Wolfram-Stahllegierung oder zementiertes Carbidmaterial kann die Härte HRA92 oder mehr erreichen, und der Verschleißwiderstand und der Aufprallwiderstand sind erheblich besser als gewöhnliche Hochgeschwindigkeitsstahl.
Eine spezielle Oberflächenbeschichtungsbehandlung (wie Nanoblaubeschichtung) reduziert den Reibungskoeffizienten weiter und erweitert die Werkzeugdauer auf das 3-5-fache der gewöhnlichen Werkzeuge.
Anti-Vibrations-Tool-Balketechnologie: Die eingebaute Struktur der Schockabsorbing kann die Schwingungsamplitude um 50%verringern und sicherstellen, dass die Apertur-Toleranz innerhalb von ± 0,005 mm gesteuert wird.
Modular Tool Head: Unterstützt einen schnellen Austausch von 1-10 mm-Durchmesserbereich, um unterschiedliche Arbeitsbedingungen zu erfüllen.
Präzisionsmaschinenfeld
Luft- und Raumfahrt: Verarbeitung von Kraftstoffdüsenmikroporen (minimale Blende 0,8 mm.
Medizinische Ausrüstung: Finishing der Kunstreus für künstliche Fugen von Titanlegierungen (Oberflächenrauheit RA ≤ 0,4 μm.
Herausforderungen komplexer Arbeitsbedingungen
Verarbeitung von Edelstahl 304 -Material: Die Schnittgeschwindigkeit kann 120 m/min erreichen, und der Effekt der Chipbrechung ist ausgezeichnet.
45 ° Blindloch -Expansion: Das Verjüngungsdesign des Werkzeugkörpers sorgt für die Verarbeitungsstabilität und vermeidet das Werkzeugspitzenbruch.
Industrielle Revolution der Mikro-Hole-Verarbeitung
Im Bereich der Präzisionsherstellung hat die Verarbeitung von Mikro-Loch-Verarbeitung mit einem Lochdurchmesser von weniger als 10 mm drei Hauptschmerzpunkte: kurze Werkzeuglebensdauer, niedrige dimensionale Genauigkeit und schlechte materielle Anpassungsfähigkeit. Wenn traditionelle Hochgeschwindigkeitsstahlwerkzeuge Titanlegierungen verarbeiten, beträgt die Lebensdauer einer einzigen Klinge weniger als 200 Stücke. und die Verarbeitungsrendite von schwer zu schnitten Materialien wie gehärtetem Stahl ist sogar noch niedriger als 80%. Die Geburt der MFR-Serie kleiner Lochborungswerkzeuge hat die Verarbeitung von Mikro-Loch-Verarbeitung in eine neue Ära "Präzision auf Nanoebene + tausend Stück" durch die doppelten Durchbrüche der Materialwissenschaft und der Strukturmechanik gebracht.



| D | MGR -Serie | L | L1 | H/Grooving -Tiefe | Minimale Blende |
| 3 | D3-mgr 3 B0.3 L10 | 50 | 10 | 0,6 | 3.1 |
| D3-mgr 3 B0.5 L10 | 50 | 10 | 0,6 | 3.1 | |
| D3-mgr 3 B0.7 L10 | 50 | 10 | 0,6 | 3.1 | |
| D3-mgr 3 B0.75 L10 | 50 | 10 | 0,6 | 3.1 | |
| D3-mgr 3 B1.0 L10 | 50 | 10 | 0,6 | 3.1 | |
| D3-mgr 3 B1.5 L10 | 50 | 10 | 0,6 | 3.1 | |
| 4 | D4-mgr 3 B0.3 L10 | 50 | 10 | 0,6 | 3.1 |
| D4-mgr 3 B0.5 L10 | 50 | 10 | 0,6 | 3.1 | |
| D4-mgr 3 B0.7 L10 | 50 | 10 | 0,6 | 3.1 | |
| D4-mgr 3 B0.75 L10 | 50 | 10 | 0,6 | 3.1 | |
| D4-mgr 3 B1.0 L10 | 50 | 10 | 0,6 | 3.1 | |
| D4-mgr 3 B1.5 L10 | 50 | 10 | 0,6 | 3.1 | |
| D4-mgr 4 B0.3 L10 | 50 | 10 | 1 | 4.1 | |
| D4-mgr 4 B0.3 L15 | 50 | 15 | 1 | 4.1 | |
| D4-mgr 4 B0.5 L10 | 50 | 10 | 1 | 4.1 | |
| D4-mgr 4 B0.5 L15 | 50 | 15 | 1 | 4.1 | |
| D4-mgr 4 B0.7 L10 | 50 | 10 | 1.0 | 4.1 | |
| D4-mgr 4 B0.8 L10 | 50 | 10 | 1.0 | 4.1 | |
| D4-mgr 4 B1.0 L10 | 50 | 10 | 1.0 | 4.1 | |
| D4-mgr 4 B1.0 L15 | 50 | 15 | 1.0 | 4.1 | |
| D4-mgr 4 B1.2 L10 | 50 | 10 | 1.0 | 4.1 | |
| D4-mgr 4 B1.2 L15 | 50 | 15 | 1.0 | 4.1 | |
| D4-mgr 4 B1.5 L10 | 50 | 10 | 1.0 | 4.1 | |
| D4-mgr 4 B1.5 L15 | 50 | 15 | 1.0 | 4.1 | |
| D4-mgr 4 B2.0 L10 | 50 | 10 | 1.0 | 4.1 | |
| D4-mgr 4 B2.0 L15 | 50 | 15 | 1.0 | 4.1 | |
| 5 | D5-mgr 5 B0.75 L15 | 50 | 15 | 1.2 | 5.1 |
| D5-mgr 5 B0.75 L22 | 50 | 22 | 1.2 | 5.1 | |
| D5-mgr 5 B1.0 L15 | 50 | 15 | 1.2 | 5.1 | |
| D5-mgr 5 B1.0 L22 | 50 | 22 | 1.2 | 5.1 | |
| D5-mgr 5 B1.2 L10 | 50 | 10 | 1.2 | 5.1 | |
| D5-mgr 5 B1.2 L15 | 50 | 15 | 1.2 | 5.1 | |
| D5-mgr 5 B1.2 L22 | 50 | 22 | 1.2 | 5.1 | |
| D5-mgr 5 B1.5 L15 | 50 | 15 | 1.2 | 5.1 | |
| D5-mgr 5 B1.5 L22 | 50 | 22 | 1.2 | 5.1 | |
| D5-mgr 5 B2.0 L15 | 50 | 15 | 1.2 | 5.1 | |
| D5-mgr 5 B2.0 L22 | 50 | 22 | 1.2 | 5.1 | |
| 6 | D6-mgr 5 B0.75 L15 | 50 | 15 | 1.2 | 5.1 |
| D6-mgr 5 B0.75 L22 | 50 | 22 | 1.2 | 5.1 | |
| D6-mgr 5 B1.0 L15 | 50 | 15 | 1.2 | 5.1 | |
| D6-mgr 5 B1.0 L22 | 50 | 22 | 1.2 | 5.1 | |
| D6-mgr 5 B1.2 L10 | 50 | 10 | 1.2 | 5.1 | |
| D6-mgr 5 B1.2 L15 | 50 | 15 | 1.2 | 5.1 | |
| D6-mgr 5 B1.2 L22 | 50 | 22 | 1.2 | 5.1 | |
| D6-mgr 5 B1.5 L15 | 50 | 15 | 1.2 | 5.1 | |
| D6-mgr 5 B1.5 L22 | 50 | 22 | 1.2 | 5.1 | |
| D6-mgr 5 B2.0 L15 | 50 | 15 | 1.2 | 5.1 | |
| D6-mgr 5 B2.0 L22 | 50 | 22 | 1.2 | 5.1 | |
| D6-mgr 6 B0.5 L15 | 50 | 15 | 1.4 | 6.1 | |
| D6-mgr 6 B0.5 L22 | 50 | 22 | 1.4 | 6.1 | |
| D6-mgr 6 B0.75 L15 | 50 | 15 | 1.4 | 6.1 | |
| D6-mgr 6 B0.75 L22 | 50 | 22 | 1.4 | 6.1 | |
| D6-mgr 6 B1.0 L15 | 50 | 15 | 1.4 | 6.1 | |
| D6-mgr 6 B1.0 L22 | 50 | 22 | 1.4 | 6.1 | |
| D6-mgr 6 B1.2 L15 | 50 | 15 | 1.4 | 6.1 | |
| D6-mgr 6 B1.2 L22 | 50 | 22 | 1.4 | 6.1 | |
| D6-mgr 6 B1.5 L15 | 50 | 15 | 1.4 | 6.1 | |
| D6-mgr 6 B1.5 L22 | 50 | 22 | 1.4 | 6.1 | |
| D6-mgr 6 B2.0 L10 | 50 | 10 | 1.4 | 6.1 | |
| D6-mgr 6 B2.0 L15 | 50 | 15 | 1.4 | 6.1 | |
| D6-mgr 6 B2.0 L22 | 50 | 22 | 1.4 | 6.1 | |
| D6-mgr 6 B2.5 L15 | 50 | 15 | 1.4 | 6.1 | |
| D6-mgr 6 B2.5 L22 | 50 | 22 | 1.4 | 6.1 | |
| D6-mgr 6 B3.0 L15 | 50 | 15 | 1.4 | 6.1 | |
| D6-mgr 6 B3.0 L22 | 50 | 22 | 1.4 | 6.1 | |
| 8 | D8-mgr 8 B1.0 L22 | 60 | 22 | 1.7 | 8.1 |
| D8-mgr 8 B1.0 L30 | 60 | 30 | 1.7 | 8.1 | |
| D8-mgr 8 B1.5 L22 | 60 | 22 | 1.7 | 8.1 | |
| D8-mgr 8 B1.5 L30 | 60 | 30 | 1.7 | 8.1 | |
| D8-mgr 8 B2.0 L22 | 60 | 22 | 1.7 | 8.1 | |
| D8-mgr 8 B2.0 L30 | 60 | 30 | 1.7 | 8.1 | |
| D8-mgr 8 B2.5 L22 | 60 | 22 | 2.6 | 8.1 | |
| D8-mgr 8 B3.0 L22 | 60 | 22 | 2.6 | 8.1 |
Das Small Loch-Bohrungsinstrument der MFR-Serie ist nicht nur ein Werkzeug, sondern auch eine grenzüberschreitende Integration von Materialwissenschaft, Präzisionsmaschinerie und digitale Technologie. Im Übergang von Industrie 4.0 auf 5.0 definiert es die Möglichkeit einer Mikro-Hole-Verarbeitung mit "Präzision auf Nanoebene, Zuverlässigkeit auf Nanoebene, Kosten auf militärischer Ebene und Kosten auf Massenproduktionsebene" und ist ein Modell der häuslichen Substitution auf dem Gebiet der Herstellung von hoher Endzeit geworden.